Duo methodi fundamentales Iacteti: Cubiculum calidum et frigidum cameram
Duo methodi fundamentales mori mittentes sunt calidum cubiculum mori mittentes and frigidus thalamum mori mittentes . Hi duo processus eandem metam fundamentalem communicant — cogente metallo fusili in chalybe obdurato sub alta pressione decedente ad partes praecisas, iterabiles producendas — sed significanter differunt quomodo metallum liquefactum, tractatum et injectum. Methodum pravam eligens pro tua offensione vel ex parte geometriae in pauperes satietatem, immoderatam porositatem, praematura mori indumentum, et pretiosos exiguo rates provenire potest. Intellectus quid separat hos duos modos sit principium pro quolibet gravi mori mittentes sententiam.
In calidum cubiculum mori mittentes iniectio mechanismus in balneum metallicum fusi directe submergitur. Machina metallum in cylindrum trahit automatice et illud in mortem in continuo, celeriter cyclo injicit. In frigido cubiculo mori iactu, metallum in fornace separatum conflatur et dein - manually vel automatice traicitur - in manicam emissam ante quamlibet iniectio currendi. Quaelibet methodus certas angustias habet quae bene tractat, pressio specifica intra vagatur, et specifica volumina productionis ubi sensum oeconomicum reddit.
Cubiculum calidum Die Iactis: Quomodo Processus Works
Cubiculum calidum mori fusura - interdum gooseneck fusura vocatur - iniectio systematis in olla metalli fusilis perpetuo immersus servat. Cori partes sunt alveus metallicus gooseneck-formatus, immersor, et collium quae directe contra mortem sedent. Cum praeceps retractat, conflatile per portum in gooseneck fluit. Cum praeceps progreditur, portum signat et metallum per collium cogit et in cavum mori in pressuris typice vagantibus. 1,000 ad 5,000 psi (7 ad 35 MPa) .
Quia metallum numquam relinquit systema calefactum inter ictus, cyclus valde velox est. Calidum machinae cubiculi petit consequi CD ad CM circuitus per hora ad partes parvas, eas bene aptas faciens ad productionem partium elementorum sicut electricum connexiones, carburetores insterni, ferramenta lock et partes ludibrium. Eliminatio gradus separati gradus minuit cyclum et tempus et periculum variationis temperaturae inter ictus.
Admixtos Compatible cum Hot Cubiculum fundens
Cubiculum calidum mori fusura limitatur ad mixturas punc- tiones humiles quae ferrum et ferrum injectionis systematis componentibus non oppugnant vel dissolvunt. Communissimae materiae sunt:
- Admixtis cadmiae (Zamak 2, 3, 5, 7) — longe lateque usus, punctis liquescens circa 380-420°C.
- Magnesium admixtum (AZ91D, AM60) - magis magisque in caldariis systematis cubiculi cum specialioribus machinarum designationibus adhibitum.
- Admixtis plumbi et stagni - in specialibus applications low-volumen
Aluminium, aes et aes in machinis cubiculis calidis discursum non possunt. Superiores temperaturas liquabiles — aluminium circa 660°C, aes circa 900°C dissolvit, celeriter ferreas partes gooseneck et immergens dissolveret, machina destruens et liquationem intra horas operandi contaminans.
Machina Tonnage et Pars Location in Hot Chamber Operations
Machinae cubiculariae calidae plerumque praesto sunt in viribus clamosis a sub V talenta usque ad circiter 900 tons quamquam maior pars cubiculi calidi in machinis 5 ad 400 tonnarum versatur. Pondera pro zinci dejectiones a paucis P. usque ad 2 kg typice decurrunt, quamquam partes graviores in machinis maioribus possibilia sunt. Muri tenues cum zinci efficiuntur — petit usque ad 0,5 mm in praecisione instrumentorum — efficiunt cameram calidam mittentes ad processum procedendi ad partes minuendas, delineandas.
Cubiculum frigus Die fundens: Quomodo processu Works
Frigida cameli mori mittentes separat fornacem liquefactionem omnino ab injectione systematis. Metallum in fornace externa tenente conflatur, deinde translatum — per ladulam manualem, trullas latas, vel sentinam electromagneticam — in manicam emissam horizontalem vel verticalem. Cum recto volumine metalli in manica est, iniectio iniectio progreditur et cogit metallum in mori pressuris quae substantialiter altiores sunt quam instrumentum cubiculi calidum; typically 2,000 ad 20000 psi (14 ad 140 MPa) , cum aliqua operatione pressionis altae pro partibus aluminii tenuissimis parietibus excedentes.
Separatio fornacis a machina significat injectionem partium in metallo fusili continue non expositae. Expositae sunt tantum per breve momentum sionis, quod usum metallorum permittit ut systematis cubiculi calidi destrueret. Negotiatio-off est tempus cycli tardioris - operationes cubiculi frigidissimae currunt XXX ad CL ictibus exactis occidentes per hora pendentes ex parte ponderis, muri crassitudine, et mixtura — et accessus processus additi, qui variationem temperaturae inducere potest nisi diligenter moderata.
Admixtos in Cubiculo Frigido Die fundens
Cubiculum frigidum moriuntur ansas admixtionum amplis fundendis cum temperaturis superioribus liquescentibus, inter quas:
- aluminium alloys (A380, A383, A360, ADC12) — materia dominantis in opere frigido cubiculario, in autocinetis, aerospace, electronicis et consumptis adhibitis.
- Admixtus aeris et aeris - usus ad plumbing partes, connexiones electricas, et ferramenta marina in quibus resistentia et vis materiae corrosio
- Magnesium alloys (AZ91D, AM50) — magis magisque commune in cubiculis frigidis pro partibus magnarum structurarum, etsi magnesium etiam processabile est in systematis cubiculi calidi.
- Pii tombac et proprium aeris basi alloys - usus est in iussisti accurate applications
Aluminium offensionis A380 est unica quam late usus est mori stannum in mundo mittentes, et fere tota per machinas frigidas machinis discursum est. Praeclaram compositionem castabilitatis, roboris mechanicae (distensionis roboris fere 317 MPa), corrosionis resistentiae et sumptus praebet, quam ob rem structuris autocinetis impulsus, calor deprimit et insterni motoriis dominatur.
Machina Tonnage et Pars Scale
Machinae cubiculariae frigidae magnitudine substantiali maior quam apparatu cubiculi calido. Vires clamping circumvagantes CL talenta usque ad 6,000 talenta vel plures pro machinis mega-jacentibus nunc in applicationibus giga- cis autocinetis adhibitis. Torcular cubicularius frigidus 4000-ton usus ab fabrica automotive fabricare potest sectionem vehiculi subcorporalem integram producere - unum aluminium mittentes qui substituit super 70 partes ferri impressas et iunctas - in iaculando. Tesla hunc accessum cum suis technologicis Giga Press divulgavit, et accessus inde a pluribus OEMs per orbem terrarum recepta est.
Direct Comparison: Cubiculum Frigidum vs
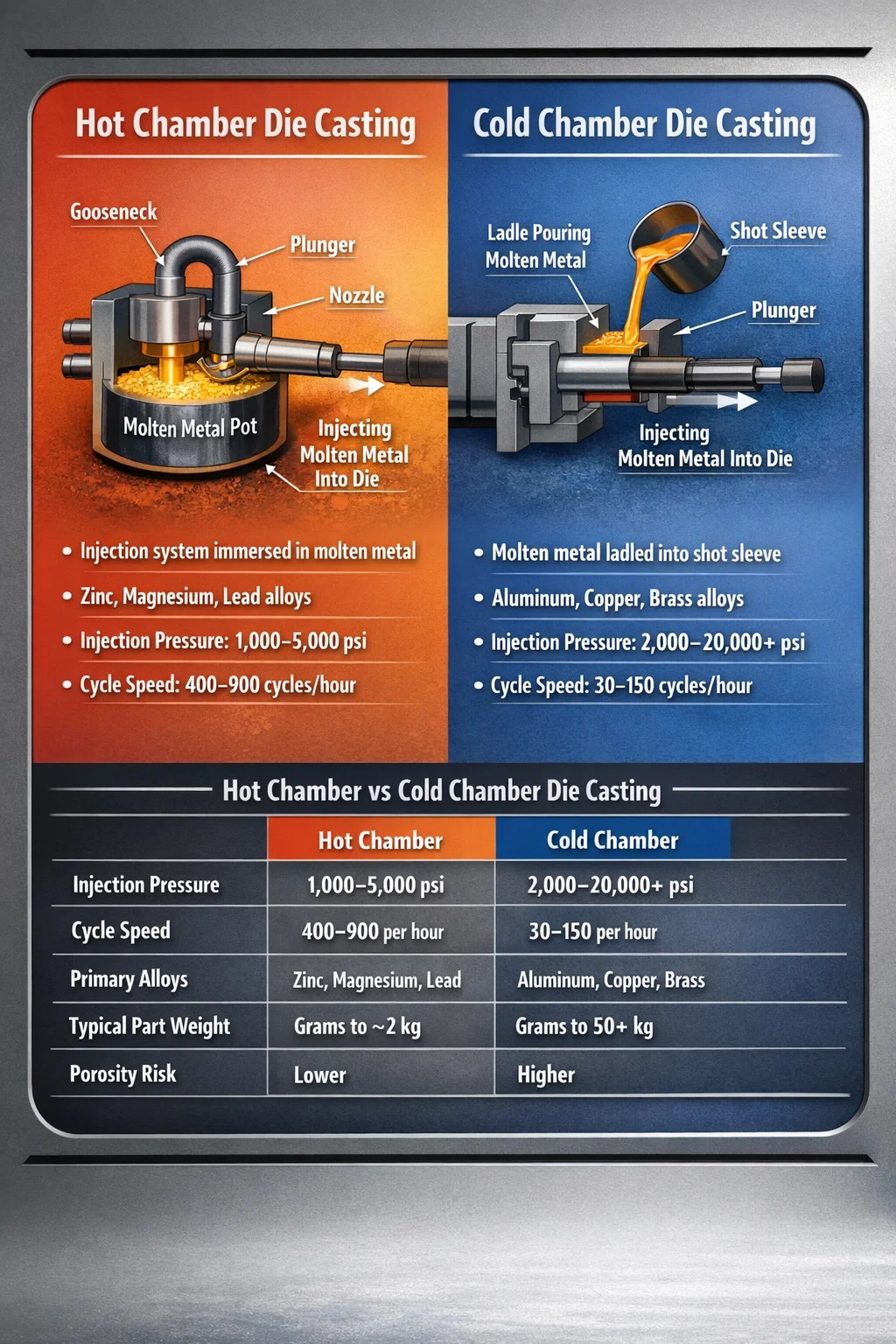
Mensa infra epilogat differentias criticas inter duos morientes modos mittentes per parametri, quae res maxime in consilio productionis spectant;
| Parameter | Hot Chamber | Frigus camera |
|---|---|---|
| Iniectio pressura | 1,000-5,000 psi | 2,000-200,000 psi |
| celeritas cycli | 400-900 circuitus / hora | 30-150 circuitus / hora |
| Prima alloys | Stannum, Magnesium, plumbum | Aluminium, aeris, aeris, magnesii |
| Machina quidem tonagium range | 5-900 tons | 150-6,000 tons |
| Metallum temperatus patefacio ut machina | Continuus | Per-offa modo |
| Typical pars pondus | P. ad ~2 kg | P. ad 50 kg* |
| Porosity periculo | Lower (pauciores aeris entrainment occasiones) | Superiore (profile imperium requirit diligenter iecit) |
| Tooling pretium | Infra moderari | Moderari ad excelsum |
Die Design considerationes quae differunt inter methodos duos
Ipsa alea — ferramentum ferramentum obduratum, in quod conflatile cogitur, in utroque processu rationis est similis, sed ipsum requisita differunt secundum pressuras quae implicantur et onera thermarum applicata sunt.
Gate Design and Cursor Systems
In calidum cubiculum dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 ad 50 m/s .
Cubiculum frigidum moritur pro aluminio accuratam geometricam cursorem ad administrandum altiorem viscositatem aluminii ad temperationem ejiciendam et periculum solidificationis immaturae in repletione. Porta velocitatum aluminium typice target 40 ad 60 m/s , ac profile iecit — phaselus lentus, phase celeris, et intensio pressus — praecise programma ad vitandum turbulentos saturitates, quae est primarius agitator porositatis in aluminis dejectionibus.
Scelerisque Management et Die Life
Utraque genera interna nititur aqua vel oleo refrigerationis canalium ad calorem administrandum, at aluminium frigus cubiculi faciei inpulsae altiori perit facie ob differentialem differentialem inter aluminium liquefacientem (~680°C ad dejectionem) et mori in superficie caliditatis (typice conservata 180-260°C). Vectatio haec scelerisque est primarius agitator caloris inhibens — reticulum rimas superficiei subtilis quae tandem decedit qualitatem superficiei mori. Cubiculum frigidum H13 perit ad aluminium typice servitium vitae 100,000 ad 300,000 ictus , dum caldarium cadmiae calefieri potest ad I decies vel plures ictus significant rework ante postulantes.
Porosity: The Key Quality challenge in both Methods
Porositas - evacuat intra dejectionem gasi vel DECREMENTUM inclusionis causata - est dominans defectus cura in mori mittentes cuiuscumque methodi adhibetur, sed eius causae ac solutiones differunt inter processum camerarium calidum et frigidum.
In calidum cubiculum die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
In frigore cubiculi mori iactus, manica aperta iactus maior est fons aeris ingressu. Sicut praeceps progreditur, debet anteire metallum limacem aeris in manica contentam. Propria velocitas tardus iaculat - typically 0.1 ad 0.5 m/s in prima periodo - permittit unda metalli formare et aerem antecedere ad puteos redundantias et spiramenta ante ieiunium iactum iniectio incipit. Hoc transitus punctum malum questus est per aliquot milliumtra de ductoris peregrinationes consequi posse in 10 ad 20% gradus raritatis altioris in parte perfecta. Vacuum-asistentium iactura mori, quae cavitatem morientis et manicas emissas ante iniectionem evacuat, porositatem in partes aluminii cubiculi frigidae reducere potest ad gradus quae curatio caloris et glutinatio structuralis permittunt — facultates non possibilia sunt cum aluminii flatus moriendi conventione dejecti.
Cum ad Elige Hot Cubiculum Die fundens
Cubiculum calidum mori mittentes electionem ius est, cum condiciones sequentes valent:
- Materia pars est zincum, magnesium, vel aliud punctum liquationis humilioris compatibilis cum systemate gooseneck.
- Productio volumina alta sunt - plerumque supra 50,000 ad 100,000 partes annuatim ad instrumentum investment iustificandum
- Pars ponderis est relative humilis, typice sub 1 ad 2 kg pro zinci
- Dimensionale praecisio critica est - zinci mori mittentes petit tolerantias ±0.05 mm in notis criticis sine machining secundario
- Muri graciles requiruntur — zinci adici possunt ad parietem crassitiem sub 0,5 mm in instrumento optimized
- Qualitas finita superficies est prioritas - zinci flatura optimam habent superficiem quasi-emissam aptam ad tabulam directam vel picturam sine magna praeparatione idonea.
Communes industries utentes cubiculi calidi mori mittentes includunt electronicas consumptores (connexiones, brackets, cardines), autocinetum (corpora seposita, escas systematis compositorum, insterni sensoria), ferramenta (manubationes portae, instrumenta supellex), et nugas et res novitatis.
Cum ad elige Frigus camera die fundens
Frigida thalami moriuntur dejectiones, quando processus congruus est;
- Mixtura est aluminium, cuprum, aes, vel summus materia liquefactionis, quae non potest cum instrumento cubiculi calidi.
- Magnitudo et pondus excedunt limites practicos instrumenti cubiculi calidi
- Operatio structuralis requiritur - aluminium mori iactationes vim ut- pondus offerunt rationibus insigniter melius quam cadmiae ad onera applicationes portantes.
- Corrosio resistentia in asperis ambitibus necessaria est - aluminii iacuit oxydatum naturale tutelae praebet quod zinci mixtiones in quibusdam ambitibus aequare non possunt sine membrana.
- Applicatio in autocinetis potestatibus, uncis aerospace, vel instrumentis industrialibus, ubi coniunctio levis ponderis et integritas structuralis probat altiorem instrumenta et apparatus sumptus
Maior cubicularius frigidus moriuntur applicationes mittentes includunt automotivae transmissiones insterni, machinae clausurae, vehiculi electricae saepta altilium, gb servo computatorium, corpora valvae hydraulica, ac maiae marinae elementa motoria. Aluminium globalem mori mercatus solus supra aestimatus est $50 billion USD in 2023 considerans dominationem cubiculi frigidi aluminii in fabricandis modernis fundendis.
Sumptus Structurae: Tooling, Machina Tempus, et Per-Part Oeconomica
Oeconomica moriendi iactus graviter pendet ex qua methodus adhibetur, quia duo processus longe diversae profiles constant.
Sumptibus tooling
Mori instrumentum mittentes cuiuscumque methodi sumptuosum est, quia moritur necesse est decies cyclos pressionis sustinere in laesura, quae scelerisque eget ambitum postulatum. Stannum calidum cadmiae moritur pro partibus mediocriter complexis inter typice constant $15,000 et $80,000 . Aluminium frigidarium cubiculum moritur pro multiplicitate comparandi plus constant $ 30,000 ad $ 150,000 seu altius — quia superiores iniectio pressuris robustiores constructionem moriuntur et incom- plexus circa ipsum ipsum refrigerationem requirunt. Magnae structurae frigidae cubiculi moriuntur ad applicationes autocineticae possunt currere ad $ 500,000 vel plures .
Per-Part Pretium ac Break Etiam Volume
Quia mori iactura altas certas impensas habet (instrumentum, setup) et relative humilis sumptuum variabilium per partem (metallum, machinae tempus, laborem), utraque methodi maxime frugi sunt in editis voluminibus. Interruptio-etiam punctum — ubi mori iactura vilior fit quam alterutrum sicut arena iactio, obsidio iactio vel machinatio ex conclave — multiplicitate partim variatur, sed plerumque alicubi intervenit. 10,000 et 50,000 partes ad calidum cubiculum cadmiae et 20000 and 100,000 parts est enim aluminium frigidae camerae, secundum quantitatem et complexionem plumarum.
Materia sumptus est alius differentiator. Cadmiae mixturae (Zamak III) dure constat $2.00-$2.50 per kg ad propriae industriae contractus cursus sapien. Aluminium stannum A380 propius decurrit ad $2.50-$3.50 per kg Aluminium autem densitatem inferiorem (2.7 g/cm³ vs zinci 6.6 g/cm³) significat pro data parte voluminis, aluminium fusurae metallico longe minus ponderis, partim differentiae pretiorum firmandae.
Exeuntium variationes in Duo Core Die jactantes Methodi
Dum cubiculum calidum et frigidum thalamum manent in duobus modis fundamentalibus mori mittentes, plures processus variantes elaboraverunt ad limitationes specificas cuiusque inscriptionis.
Vacuum Die Casting
Applicata utriusque methodi, sed maxime momenti ad aluminium cubiculi frigidi, vacuum mori mittentes cavitatis mori evacuat et manicas iecit ante injectionem, gas porositatem reducens ad gradus qui T5 et T6 curationem caloris patitur. Hoc facit aluminium structuris dejectiones firmas et idoneas ad applicationes criticas ad salutem sicut structuras autocineticas et structuras suspensionis. Machinae cubiculariae frigidae vacui adiuvatae sumptus et multiplicitatem addunt sed exiguo rates reducere possunt XXX ad L% in raritatem-sensitiva applicationes.
Semi-solidus Die Jactans (Thixocasting et Rheocasting)
Metallum semi-solidum processus emittentes — thixocasting et rheocasting — metallum injiciunt in semi-solidum, statum slurry-simile potius quam fusile. Hoc obturbatum porositatem minuit, quia metallum dissolutum gasum eodem modo plene liquidum metallum non portat, et non-turbulentus laquei instar aeris multo minus implent. Processus semi-solidae circa machinae exedrae frigidae aedificatae sunt, sed usus profiles iecit modificato et praeparatione conata speciali. Effectus est dejectiones cum proprietatibus mechanicis ad illas partium falsarum accedens. Aluminium Rheocast A356 distrahentes vires partes consequi supra CCCX MPa cum elongatione X% vel plures — signanter melius quam placitum frigidum thalamum A380 flatura.
Exprimendum Iactare
Exprimendum iectionem - interdum indicatur ut tertiae categoriae iacturae moriantur - principia mittentes et falsa componit. Metallum in aperto infunditur mori, deinde ferrum applicat pressionis 50 ad 150 MPa sicut metallum solidatur, removendo DECREMENTUM poros funditus. Processus machinae machinae frigidae utitur suggestis et partibus prope nulla porositate et praestantibus proprietatibus mechanicis utitur, sed tardior et pretiosior est quam conventionales cubiculi frigoris iactio. Ponitur pro componentibus aerospace, automotive calipers fregit, et alia applicationes accentus summus.
Quam eligere ius mittendi methodum pro Parte tua
Rectus moriendi processus eiectio cum offensionibus incipit, quia stannum in plerisque consiliis non negotiabile est. Si ipsum requisita poscentibus aluminium — pro pondere, robore, vel thermaico effectu — frigidum conclave sola est optio practica in mori mittentes. Si zincum acceptum vel praepositum ad praecisionem, murum tenuem facultatem, et compatibilitatem patellat, camera calida celerior, minore costo meatus fit.
Post mixturam electionis, sequentes quaestiones adiuvant ad decisionem angustam:
- Quid est volumen annuum? Ambae methodi volumen egent ut frugi sint, sed aluminium frigidum magis volumen requirit ut instrumenta altiora gratuita cingant.
- Quid est pondus partis, et pondus proiectum iecit? Partes super 2 kg in zinci inusitatae sunt; partes super 5 kg in aluminio amplissimas machinas frigidas machinas exquirere possunt.
- Suntne lineamenta poros-sensitiva? Pressura arcta loca hydraulica seu nodi structoria iuncta requirent cubiculi vacuum-asistentes frigoris vel processus semi-solidi.
- Quid est finis superficies requiritur? Cadmiae calidae cubiculi flatura suscipe electroplantes directe; aluminium frigoris iacturae camerae sunt more pulveris obductis, anodized vel nudis relictis.
- Quid est operativa amet? Temperaturae elevatae supra 150°C admixtiones zinci excludunt ob vim amissionis; aluminium bene facit 200-250°C secundum offensionem.
Per has interrogationes laborans cum mori fundamento mittentes in consilio periodo — antequam instrumentum committitur — certissima via est ut ad rectam processum applicationis tuum perveniatur. Design-for-fabricandi (DFM) recognitionem per periti mori mittentes fectum cognoscere possunt angulos capturam, parietes crassitudines transitus, et positiones lineae dividentes quae afficiunt, quae machinae genus et iniectio methodum infima faece rate liberabit et vitam longissimam pro parte tua geometriae specificat.