Brevis Responsio: Quomodo Opera Omnia Die fundens?
mori mittentes est processus metallicus formans in quo metallum fusile sub alta pressione in formam ferream duram, quae mori dicitur, infunditur, et ibi tenuit donec metallum in formam cavitatis exactam solidatur. Postquam solidus aperit alea, eiector acus partem eiciunt, et rursus circulus incipit. Uno die hanc seriem repetere potest centies millies antequam conteritur.
Processusus principaliter adhibetur cum admixtionibus non ferreis: aluminium, zincum, magnesium, metalla substructio aeris. Iniectio pressuris plerumque vagarentur a 1500 psi ut supra 25,000 psi , quod est quod mori permittit mittentes producere partes parietum tenuium, tolerantiarum strictarum (saepe ± 0.002 digitorum), et superficies laevis quasi iactus sine magna postea machinatione finitur.
Si decem milia partium metallorum identitatis indiges — uncis autocinetis, electronicis insterni, plumbi instrumentis, instrumentorum instrumentorum adminiculis — iactura mori fere semper est maxime efficax fabricandi methodus, cum instrumentum upfront instrumentum abstulisti.
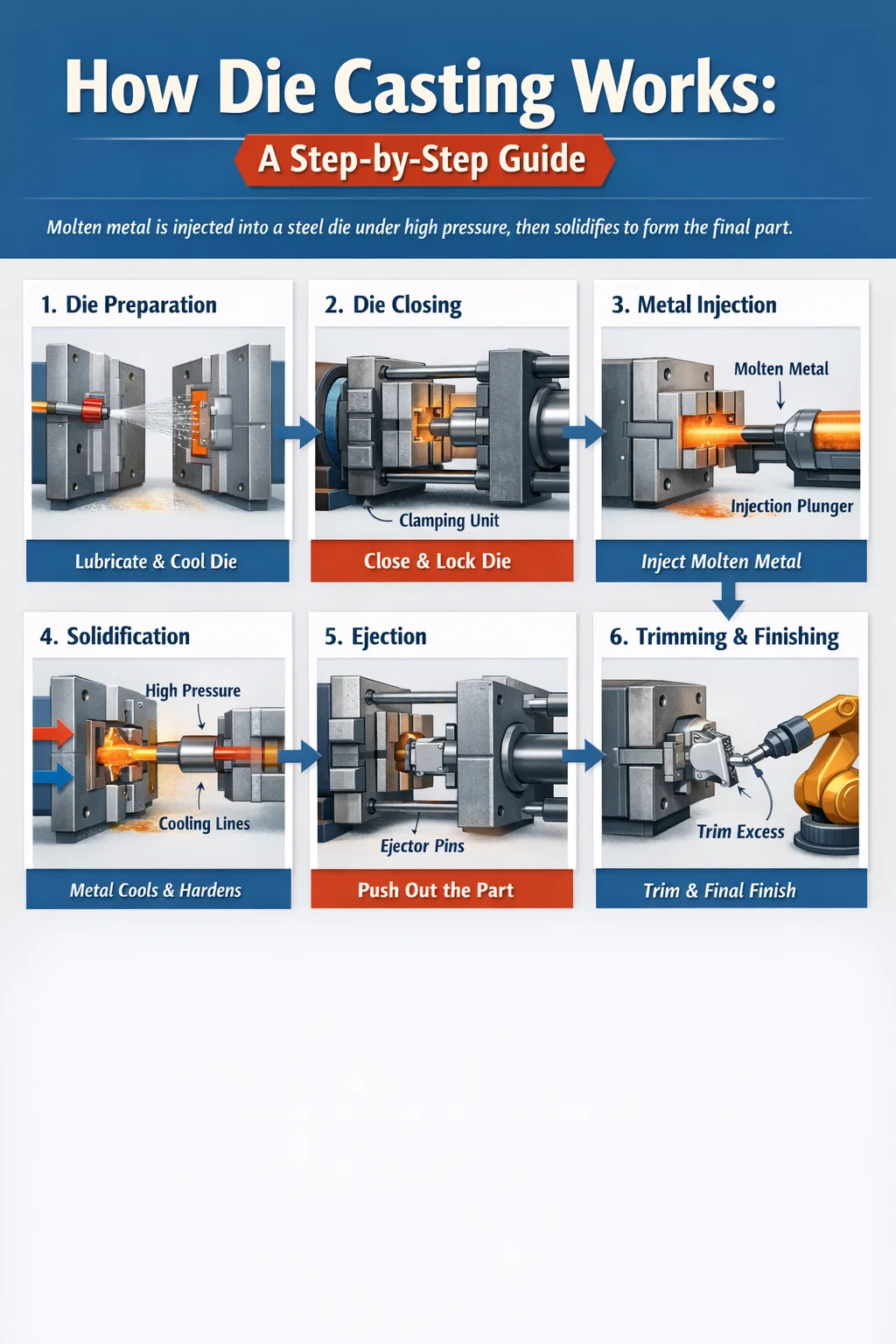
De processu gradatim alea iaciens
Intellectus quomodo moriatur demissio fiat requirit ambulationem per singulos stadium cycli productionis. Dum variae machinae et mixturae variationes inducunt, ordo fundamentalis per industriam stat.
Gradus 1 — De Praeparatione et Lubricatione
Priusquam quamlibet iecit, semisses moriuntur cum agente ducatus vel emissio spargitur. Hoc duobus propositis inservit: adiuvat solidificatam abiectionem pure sine haerente eicientem, et superficies mori leviter refrigerat ut profile scelerisque congruentem servet. Aquae fundatae morientes lubricantes sunt frequentissima electio in tabernis recentioribus quod fumum minuunt et legibus environmental obtemperant. Imbre cyclus typice duos ad quinque secundas accipit et in summo volumine lineas automated est.
Step 2 - Die Claudendo et Clamping
Alea machinae fibulae fusurae duae medietates una cum ingenti vi moriuntur. Haec vis clamping in talentis mensuratur et vim excedere debet quam metallum fusile pressum in infusione faciei morientium exercebit. Machina in 500 talentis aestimata tenet alea clausa cum 500 talentis vi clamiationis. Machinae ab sub 100 talentis vagantur pro parvis zinci partibus usque ad 4,000 talentorum vel plus pro magnis componentibus structurarum aluminium. Si vis clamping insufficiens est, metallum fusile inter partes morientes emicare potest, tenues ex parte pinnulas creans et instrumentum potentia laedens.
Gradus III - Metal Iniectio
Hic est gradus definitivus. Metallum fusile immittitur in cavum moris per canales systematis, piceis, cursoribus et portis, quae directa in partem geometriae influunt. In machinis exhedratis frigidis, plumbea metallica mensurata vel sponte in manicam emissam infunditur, et immersor hydraulicus impellit. In machinis cubiculi calidis, iniectio mechanismus in balneum metalli fusilis submergitur et praecisum crimen directe trahit. Iniectio celeritas in temporibus adaptari potest: prima pars tarda systematis cursoris implet, et ieiunium secunda periodus cavitatis partis ne praematura concretione replet. Tempora imple pro ipsa cavitate saepe inter 10 et 100 milliseconds.
Gradus IV - intensio et solidificatio
Statim postquam cavitas implet, apparatus intensio pressus applicat - secundae, altioris pressionis impetus - ad plus metalli in stipant et pro DECREMENTUM sicut abiectio solidatur. Haec pressio pro habitandi tempore conservata est, typice unus ad triginta secundis pendens crassitie parietis et mixturae. Ipsa alea agit, ut calor descendat; venae eius refrigerationis internae aquam vel scelerisque oleum portant ut calorem celeriter et constanter extrahat. Velocius refrigeratio cycli breviora tempora et microstructuram in parte finita subtiliora concedit.
Step 5 - Die Aperiens et Pars Eiectionis
Cum metallum sufficienter solidatum est, unitas retractat claming et moriuntur medietates separatae. Dejectio manet in dimidia (media ejectoris) quia anguli capturae et geometriae eo modo ordinantur. Ejector paxillos — caespites obfirmati in mortem impositi — praemissi partem liberam detrudunt. Fibulae parvas testarum circularium notas in superficiebus non-criticis abiectionis relinquunt. Robot seu operator humanus partem removet et cyclus sileo.
Gradus VI - Trimming et Consummatione
Rudis ejectio cursori et portae rationi affixa exit, et saepe per lineas schismata tenuis habet. Trima moriuntur in torculari hydraulico cursores tondet et excessus mico uno ictu. Praeterea pendet ex applicatione: uredine emissa pro superficiebus medicamine, CNC machinatio ad foramina staminea vel perforata subtilia, curatio caloris ad mixturas structurarum aluminium, et superficies tunicas sicut tabescentia, pulveris tunica, vel chroma platingae.
Cubiculum calidum vs
Duae machinae principales rationes inter se diversae admixtorum sectae sunt. Genus iniuriae pro materia data eligens vel machinam destruet vel partes pauperis efficiet.
| Feature | Cubiculum calidum | Frigus camera |
|---|---|---|
| Iniectio systematis locus | Demersa conflatile | Separate a fornace |
| Compatible alloys | Stannum, Magnesium, plumbum, tin | Aluminium, aes, magnesium. |
| celeritas cycli | Velocius (usque ad XVIII ictibus exactis occidentes / min ad cadmiae) | Tardius (manualia oneraria addit tempus) |
| Maxime iniectio pressura | ~2,500 psi | Ad 25,000 psi |
| Pars magnitudinis range | Parvus ad medium | Parvus ad amplissimum |
| Porosity tendentia | inferiora | Moderari (a processu imperium administrata) |
Machinae cubiculariae calidae cum aluminio adhiberi non possunt, quia aluminium ferrum in temperaturae typicae abiectionis dissolvit, celeriter ferro gooseneck oppugnans et systematis infusione submersum praecipitat. Machinae exhedrae frigidae sunt rectae electionis aluminium mori proiectionis - metallum liquefactum in separato fornace retinens et solum manicam schedulam intrat statim ante injectionem, limitans tempus expositionis.
Materies in Die Iactus
Electio offensionis fere omnem aliam decisionem in processu agit - machinae genus, materia, tempus cyclum, ac ultima pars proprietatum. Hae quattuor familiae maxime visae sunt in commercio mori mittentes operationes.
Aluminium Alloys
Aluminium rationem roughly LXXX% omnium mori mittentes productio in pondere in America Septentrionali. Admixtionum maxime usus est A380, A383, A360. A380 excellentem stateram castabilitatis, roboris (ultima vis distrahens circa 47,000 psi offert), et corrosio resistentiae, eam faciens defaltam electionem pro habitationibus electronicis automotivis et consumendi. Aluminium humilis densitas - circa tertiam partem ferri - maior est agitator postulationis ut automakers leves partes quaerunt ad oeconomiam cibus et scuta EV range. In downside altior est temperatura abiectio (circa 1,200°F / 650°C), quae vita moriens cadmiae comparata est.
Cadmiae Alloys
Admixtiones cadmiae (Zamak 3, Zamak 5, ZA-8) in multo inferiores calores coniciuntur (circa 780°F / 415°C), quod instrumentum vitae longioris dramatice dat — saepe supra mille ictus versus 100,000-400,000 pro aluminio moritur. Partes cadmiae cum tenuissimis parietibus (usque ad 0,4 mm) deici possunt et subtilissimae superficiei subtilissimae, quae idcirco adhibentur ad ferramenta, corpora cincinnos decorandos, et parva subtilius elementa mechanica. Cadmiae densius est quam aluminium, sed sumptibus processus inferioris et instrumentum vitae longioris saepe eam magis oeconomicam faciunt pro parvis partibus summus voluminis.
Magnesium Alloys
Magnesium est metallum structurae levissimae vulgo iactum iactum, circiter 33% leviorem quam aluminium per volumen. Admixtionis sicut AZ91D et AM60B in structurarum interiorum automotivarum, laptop chassis et instrumentorum corporum in quibus pondus est primarius exactor adhibentur. Magnesium discursum potest in machinis cameralibus vel calidis vel frigidis secundum stannum specificam et partem requisitam magnitudine. Magni momenti productionis consideratio: magnesium fomes est in forma subtiliter divisa, ideo exiguum et astularum accuratam tractationem et ignium supprimendi rationum in facilitate.
Aeris-Substructio Alloys (Bress et Bronze)
Admixtiones aeris supremis temperaturis mittentes requirunt — saepe excedentes 1,650°F (900°C) — quae significanter vitam deficiunt et impensas energiae augent. Aes autem et aerei iacturae moriuntur optimam corrosionem resistentiam praebent, conductivity electricae bonae, et species premium, quae pretiosos facit in caestibus plumbatis, nexibus electricis, et ferramentis architecturae. Aeris stannum mori iactus parvam sed pertinax totius productionis partem repraesentat, quia nulla alia materia eius coniunctionem proprietatum comparato pretio partium mediarum volumine aequat.
Die Design et Tooling
Alea est elementum maxime capitale-intensivum mori processus mittentes, cuius ratio directe determinat partem qualitatem, tempus cycli et oeconomicae productionis. Mori male designatus problemata causabit nulla machinae temperatio plene figere potest.
Die Materials
Instrumentum emissionis Mori fere universaliter factum est ex ferro ferramento H13 calido, indurato ad circiter 44-48 HRC. H13 delectus est quod fatigationi scelerisque resistit - repetita calefactio et exstinguitur quae intra mille cyclos ferros minora resiliunt. Premium Gradus H13 cum arctiore chemiae moderante et arcu vacuo remoto (VAR) processus vitam significanter mori potest extendere. Ad altissimum volumen aluminium productio, nonnullae operationes ferro modificato utuntur sicut DIN 1.2367 vel gradus proprietatis elaboratae a instrumentis instructorum.
Ging and Runner System Design
Ubi metallum cavum intrat, portae locus - exemplar imperium implent, aerem inlaqueationem et DECREMENTUM. Simulatio programmatis (Magmasoft, ProCAST, Flow-3D) nunc vexillum praxis ad moriendum designandum est, permittens fabrum ad effingendum metalla fluens, frigus claudit, cognoscendum ubi porositas formare verisimile est, et porta optimize ac redundantia bene collocationis ante unam partem ferri. In simulatione circumsedendo ante instrumentorum fabricationem typice longe plus servat quam sumptus eius capiendo difficultates quae alias modificationes mori pretiosas requirunt.
Draft Anglorum et discessum linearum
Omnis murus verticalis in morientis iactu angulum potionem habere debet - levem lychni - ut partem emittat sine trahente vel haerente mori. Rectus typorum typorum sunt 1° ad 3° pro superficiebus externis et 2° ad 5° pro nucleis internis. Muri nullae theoretice possibiles sunt artibus specialibus in artibus vel geometriae, sed addunt sumptus et periculum. Discrimen est ubi duae partes moriuntur; eam recte locans micare extenuat, instrumentum constructionis simplicificat et superficies medicamine faciliores reddit.
Systema refrigerationis Design
Internas venas refrigerationis perforatae per mortem ferro temperie continentem aquam portant. Eorum collocatio relativa ad sectiones densas partis, ubi calor contrahitur, determinat quam aequaliter dejectio solidatur et quam celeriter cyclus currere possit. Conformal refrigeratio — canales qui venustates emortuae magis quam rectae terebratae sequuntur — magis magis fabricatur per additamenta fabricanda inserta, ferocioris caloris extractionem in zonis criticis et cycli temporis reductionibus 15-25% in quibusdam applicationibus praebens.
Key Processus Parametri et quomodo erant dispensata
Mori fusura non est paro-et-oblivisci operandi. Stabilis, summus qualitas processus requirit vigilantiam activam et moderationem plurium variabilium dependentium.
- Metallum temperatum; Nimis calidum auget DECREMENTUM poros et exesa moriuntur; nimium frigus causat misruns et frigus claudit. Aluminium typice infunditur ad 1,250°F-1,350°F (677°C-732°C) pendens ex parte geometriae et muri crassitudine.
- Iniectio velocitatis; Primum tempus (tardus) velocitatis cursorem implet; second-fast (fast) velocitas cavitatem implet. Velocitas porta — celeritas qua metallum per portam in partem transit — typice iaculis inter 100 et 180 ft/s pro aluminio est.
- Pressura intensio: Applicata statim post cavitatem imple, pressio haec metalli solidificationis sarcinas ad evacuationes DECREMENTUM reducere. Pressurae typicae intensio pro aluminio sunt 8,000-15,000 psi.
- Mori tortor; alea attingere debet et aequilibrium scelerisque conservare — typice CCC°F-500°F (CL°C-260°C) pro aluminio — antequam partes productionis currunt. Frigidus mori causat defectus superficiem; an exustus aevum extendit mori tempus, ac scelerisque lassitudinem accelerat.
- Vacuum adiuvaret; Quidam moriuntur mittentes setups utuntur lineis vacuo connexis ad cavitatem mori ante infusionem aeris evacuandi. Aer removens porositatem gasi minuit et iniectio velocitates praebet superiores sine gasis in parte captando — apprime pretiosum pro componentibus structuralibus quae calor tractabitur vel iuncta erit.
Moderni moriuntur machinis mittentes omnes processus iecit notitias — porrector positio, velocitas, pressionis curvae — in tempore reali. Processus statisticus vexillum chartis moderandis cum parametri extra limites limites feror, permittens processum fabrum ad quaestiones emendandas antequam rates exiguo scandunt.
Vitia communia in Die jactantia et Causae eorum
Mechanismi intellectus defectus centralis est ad processum fermentum dirigendum. Plurimi defectus ad relative parvam causarum radicem reducuntur.
Porosity
Mori dejectio procreatus defectio. Duo genera existunt: gas porositas, causata ex aere vel hydrogenio dissoluto in repletione capti, et porositas DECREMENTUM, causata metallo insufficiens ad sectiones contrahendas sicut solidificant alendas. Gas porositas typice ostendit evacuationes rotundas circa superficiem vel in locis ultimis ad satietatem. DECREMENTUM raritas irregularis apparet, evacuationes serratae in sectionibus transversis crassis. Remedia includunt vacuum auxilium, portae consilium optimized, intensio pressionis accommodata, et parietis crassitudo reductionis per partem redesignorum.
Frigus Shus et Misruns
Clausum frigidum apparet sicut linea visibilis in superficie mittentes ubi duae frontes metallorum fluunt, sed parum apte, quia nimis ante iungendum refrigerata erant. Misrun impletio est incompleta — portio cavitatis quae simpliciter non recepit satis metallum antequam solidificatum est. Utrumque causatur ex insufficiens temperie metallica, celeritas injectionis nimis humilis, volumen metallum insufficiens, vel nimia mori refrigeratio. Temperatura metalli augenda, iniectio velocitas, vel pondus iecit typice hos defectus resolvit.
Vendere et Mori Erosion
Venundatio fit cum aluminium mixturae ferro mori haeret, materiam e superficie eiectionis trahens et tandem aedificans deposita in die moriuntur. A chemica reactionem inter aluminium fusile et ferrum in ferro mori, acceleratus est altae caliditatis metalli et portae altae velocitatis impactionis in eadem superficie saepe mori. Tutela coatings (nitriding, PVD coatings sicut TiAlN), temperatura mori temperantiae, et ipsum lubricationis frequentiam solidandi reducere. Gravibus casibus mortem politionem vel pactionem reparationem requirunt.
Flash
Flash est pinna metalli tenuis quae inter medias morientes vel circa eiector acus extrudit. Provenit ex vi clamping insufficiens, superficiebus lineis confectis vel laesis discedentibus, vel nimia iniectio pressionis. Minor sublato mico stringere prelo; Pervicax mico machina indicat, mori, vel processus parametri exitus, qui correctione indiget antequam gravescit.
Variationes et Provectus Die Iactis Methodi
Ultra conventionales altae pressurae iactus moriuntur, plures processus variantes electronicae partes specificae requiruntur vel scuta qualitatis quae vexillum dejectionem congredi non possunt.
Vacuum Die Casting
Vacuum mori dejectio evacuat aerem e cavo mori statim ante infusionem per valvulas vacuum dedicatas. Pressio aeris residua in cavitate reducta ad sub 50 mbar in systematibus provectis. Effectus est dramatically porositas gasi inferioris, quae permittit iactationes ad calorem tractandum (T5 vel T6) et iunctas - facultates quas vexillum mori mittentes certo consequi non possunt. Partes automotivae structurae sicut turres collisiones, B-columnas, et saepta pugnae hoc modo magis magisque facta sunt.
Semi-solidus Die Jactans (Thixocasting et Rheocasting)
In processu semi-solido, metallum inter liquidum et solidum temperatura infunditur - in statu partim solidificato, scurrae simili. Quia metallum magis viscosum est et in minus turbulento, magis laminae modo, moriuntur, gas inlaqueationes insigniter reducuntur. Partes a rheocasting vel thixocasti productae accedere possunt ad raritatem gradus partium falsarum in quibusdam geometricis. Processus implicatior et sumptuosus est ad operandum quam emissio conventionalis mori, sic conservatus est pro magni pretii componentibus in aerospace, motorsport, et premium autocinetorum applicationum.
Exprimendum Iactare
Exprimi mittentes usus velocitatum injectiones multo inferiores, sed pressio altissima (saepe 10,000-30,000 psi) applicata et per solidificationem tenenda. Alta pressio sustentata porositatem supprimit et microstructuram expolit, quae dejectiones cum proprietatibus mechanicis ad falsarum appropinquantium producit. Aluminium rotae pro vehiculis altum faciendis sunt applicatio communis exprimendi abjectionem. Tempora cycli longiora sunt quam conventionales dejectiones mori, et processus accuratius mori consilium pressionis distributio requirit.
Mega-Casting (Gigacasting)
Recens progressio ab industria vehiculi electrici late agitata, mega-jacentia utitur machinarum 6000 talentorum vel majorum ad unum aluminium sistendum producat, qui coetus justorum partium ferro impressarum et iunctarum restituunt. Tesla hunc accessum divulgavit cum suis subcorporalibus agminis iactibus, quae circiter 70 singulas partes in ictum iactum consolidat. Plures alii autores nunc mandant vel operantur similes cellas magnae formatae morientis mittentes. Casus oeconomicus consistit in instrumentis instrumentis reductis, simplicioribus lineis conventus, et sumptibus iungendis inferior, quamquam amplissimas machinae collocationem requirit.
Die Iactis vs. Other Processes Metal
Mori fusura non solum est ad partes metallicas ejiciendas, et non semper recta est. Intellectus ubi aptat ad utrumlibet adiuvat in eligendo rectam processum pro dato incepto.
| Process | Tooling Sumptus | Per-Part Cost (Summus Volume) | Dimensional Accuracy | optimus For |
|---|---|---|---|---|
| Summus pressura mori mittentes | Princeps ($20K-$200K) | Valde humilis | Praeclarus | Summus volumen partium non-ferrum |
| Forma permanens proiectionis | Moderatus | low | bonum | Medium volumen, parietes crassiores |
| Tractatus dejectio | Moderatus | High | Ipsum excelsum | Geometria complexa, mixtura ferrea, aerospace |
| Arena fusura | low | Moderatus to high | Pauperes ad aequum | low volume, large parts, iron/steel |
Consilium typice descendit ad volumen. Mori instrumenta pro parte aluminii iactantia plerumque constat inter $30,000 et $150,000 secundum complexionem. Ista collocatio sensum efficit ad 50.000 vel plures partes per annum, sed difficile est ut per paucas centum unitates iustificare possit. Ad productio- Admixtiones enim ferreas (ferrum, ferrum), mori fusura omnino non usitata est - fusura obsidionis, fusura harenae vel fictio sunt electiones opportunae.
Industria et Applications ubi mori jactans dominatur
Mori compositionem celeritatis, subtilitatis, et figurae reticularium eiciendi effecit ut processus fabricandi default pro amplis genera productorum per multiplices industrias.
- Automotiva: Instructiones machinae (in quibusdam configurationibus), insterniorum transmissiones, corpora sentinae oleum, conventus bracket, ansarum ostium, insterni speculi, rotae (exprimendum jactum), et magis magisque magnum corpus fabrica-in-alb. Automotivum est maximum mercatum unum pro mittentes mori, ac plus quam centum% of productionis Americanae Septentrionalis per valorem aestimans.
- Dolor eu nisl: Laptops et tabula gb, felis tabulae internae, corpora camera, et calor submersa structurae adiuvant aluminii compositionem levitatis, conductivitatis scelerisque, ac rigoris structurae.
- Armorum industriae: Gearbox infucationes, corpora sentinae, holoserica motoria, et valvae corpora in editis voluminibus producuntur, muri crassitudine et presso-stricta integritate constanti.
- Telecommunicationes infrastructurae: 5G clausurae statio basi et caloris administratio partium uti aluminium mori mittentes pro coniunctione EMI protegendi, perficiendi scelerisque, ac stabilitatem dimensivam.
- PLUMBUM ET HVAC; Aes et aluminium moriuntur caerimoniae, valvulae, et cunei multi per miliones quotannis in constructione residentiali et commerciali instituuntur.
- Instrumenta et adjumenta virtutis: Motor housings, casus armamenta et machinae fabricae pro instrumentorum potestate, tondere apparatu, et subsidia domestica nituntur ad mortem mittentes propter stricta tolerantias et bona superficies ad altas rates productiones perficiendas.
Quid expectes in Termini Tolerantiae, Superficies Perfice, et Duc Time?
Emptores et fabrum specificantes partes emissae moriuntur exspectatione reali indigent ad id quod processus sine operationibus secundariis tradere potest nec potest.
Dimensiva tolerantiae
Mori iactus arctius tolerantias consequitur quam harenae fusura seu forma permanentia iactus, sed processus machinis subtilitas non est. As-cast tolerances e ±0.003 ad ± 0.005 pollices inch sunt typicam pro aluminio. Features quae arctius imperium requirunt - portantes bores, foraminis liciatum positiones, superficies coniugales - eget CNC machinatione post emissionem. The North American Die Casting Association (NADCA) singula signa tolerantiae edita sunt, quae industriam referant ad partes emissas definiendas.
Superficiem Conclusio
Superficies sicut iactus in aluminium iactus mori sunt typice in amplitudine 63-125 Ra microinches (1.6-3.2 Ra micrometris), quae satis lenis est ad maxime functionis et medicaminis proposita sine ulteriori finitione. Cadmiae iactationes mori possunt etiam subtiliores superficies sicut-eiectas consequi et directe electroplatificare, eas facere malle ad ferramenta decorativa quae chrome- vel nickel-patella erunt.
Tooling Lead Tempus et Pars Lead Tempus
Aluminium tooling mori mittentes pro mediocriter complexu mori typice accipit VIII ad XIV weeks a consilio ad primum offa approbatione. Instrumenta simplicia citius absolvi possunt; magna, multi-cavitatis vel complexus dies potest capere 16-20 septimanas. Instrumentum semel probatum est et in productione, tempora plumbi partes pro quantitatibus currunt et scheduling pendent, sed plerumque 3-6 septimanas pro ordinibus regulae sunt. Summus volumen lineae dedicatae partes navem conscendere possunt cum notitia breviore statim productio schedula constituta est.